Introduction
In the course of developing a product, carrying out a competitor analysis, or streamlining a supply chain, engineers are often faced with a physical object, such as a competitor’s part, a failed prototype, or a failed part. Simply viewing the object does not provide a clear understanding of its construction. Here, engineers are faced with a “see but don’t understand” situation. They are unable to gather information on the materials, heat treatment methods, tooth profile accuracy, and possible failure modes. This is a situation where decisions are being taken in a guessing fashion, and the risks in the subsequent development phases are high.
The reason for this is the lack of a fast and cost-effective option for lab testing or supplier information. There is a lack of a “systematic and engineer-led approach” for a preliminary assessment. This is a waste of the “invaluable first-hand information” contained in the object. This article aims to provide a “reverse viewing” approach, inspired by deep research methodologies, to transform a single gear object into rich data on its construction, Quality, and possible technical capabilities.
What Are the First 3 Measurements That Reveal a Gear’s Manufacturing Quality Level?
These first measurements are largely quantitative and superficial characteristics of the gear. However, they tell us much about the gear’s manufacturing process. First off, the gear’s tooth profile and lead should be examined. A comparison of the tooth profile under magnification against a standard diagram should reveal. Whether the gear was hobbled, shaped, or ground. This is because the gear’s smoothness of operation and noise level are directly related to the gear’s tooth profile. Next off, the gear’s surface roughness (Ra value) should be measured. The gear’s distinct grinding or hobbing/shaping patterns reveal the gear’s finishing process and cost level. Lastly, a hardness survey should be carried out.
Interpreting Tooth Form and Lead:
The tooth geometry of the gear is the fingerprint of the gear’s manufacturing process. A gear with a perfect involute tooth form and minimal form errors could have been precision ground or skived. A gear with obvious periodic errors in the tooth form could have been conventionally hobbed. Lead errors, or gear tooth helix misalignment, could indicate alignment issues in the gear’s machining process.
Surface Finish as a Process Signature:
The surface texture offers a non-destructive look into the production sequence. A smooth surface with a fine grinding pattern may reveal a dedicated finishing process for high-performance applications. In contrast, a surface with a rougher texture and feed marks from a hobbling cutting tool may reveal an economical process for high-volume production. Evaluation through visual inspection and a simple comparator tool offers immediate insights into the manufacturer’s priorities for noise reduction, efficiency, and wear resistance.
The Hardness Gradient Story:
Employing a portable hardness tester at the tooth tip, flank, and root can provide an understanding of the heat treatment process. A significant difference in surface and core hardness may reveal a process involving case hardening, e.g., carburizing. Uniform surface and core hardness may reveal through-hardened material or a lower-grade material. This process begins to reveal the performance envelope for the material and the heat treatment process. Creating a foundation for Quality Monitoring.
How Can You Decode the “Material Story” Without a Lab Report?
Initially, identifying material involves a good observation skill and quite simple, safe physical tests that will expose the family and the treatment of the part. To start, have a look at the part’s surface and employ a magnet. If the surface is shiny and has a non-magnetic nature, it is a strong indication of stainless steel. On the other hand, a dark oxide surface on a magnetic component is probably a carbon or alloy steel. A spark test (if done safely and appropriately) can generally tell a low, medium, and high carbon steel by the spark patterns. Lastly, weigh the component and compare it to a similar steel part. A much lighter component is most likely an aluminum or titanium alloy.
1. The Language of Appearance and Magnetism
The first words of the material’s story can come from the part’s appearance. Is the color different which means that it is plated with zinc or nickel, or have a black oxide coating, or even a phosphated finish? Is the part a magnet that would mean it is a tool steel or alloy steel or on the contrary, stainless steel like 304 which does not attract a magnet? This instant recognition can largely reduce the number of possible materials.
2. The Spark Test for Steel Family Identification
While not exact, the spark test is an old metallurgical technique for field investigation. The edge of the object is ground to create a stream of sparks. High-carbon steels emit bright “bursts” of sparks, while low-carbon steels emit straighter streams of sparks with few bursts. In both cases, the addition of alloys like chromium or molybdenum changes the color of the sparks. While the spark test is not exact, it is an old technique for classifying the families of metals.
3. Correlating Observations with Authoritative Data
These observations have power when correlated against standard data. An engineer may take the observations of the characteristics of the object — weight, magnetism, hardness, spark test results — and correlate them against an authoritative ASM Handbook of data on the properties of various materials. By doing so, the engineer is no longer guessing what the object might be. He is now engaging in a form of directed research into the ways to analyze the quality of the object.
What Do Wear Patterns and Failures Whisper About Manufacturing Process Gaps?
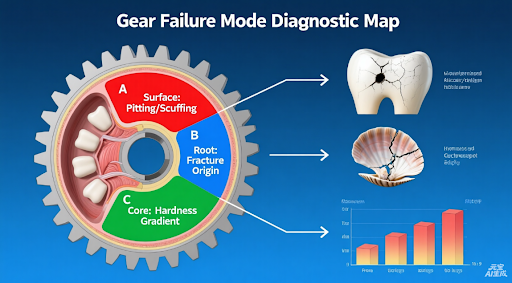
A failed part is a treasure trove of information, silently accusing specific gaps in the manufacturing process or design chain. Gear failure modes are diagnostic in nature. Pitting on tooth flanks is a silent whistleblower indicating surface contact fatigue, which may result from insufficient case depth, low core hardness, and impure material composition. Tooth breakage with a smooth “seashell” fracture surface indicates fatigue failure from a stress concentrator, e.g., inadequate root fillet radius and grinding burns. Scuffing or scoring indicates lubrication failure and inadequate surface finish under heavy loads.
1. Pitting as a Signal of Subsurface Weakness
Pitting is a fatigue failure mechanism occurring below the surface of the material. The occurrence of pitting failure indicates that the case is either shallow or not hard enough to resist Hertzian stresses during surface contacts. This may result directly from an improper carburizing process, material composition, and overheating during grinding operations. The study of pitting failure provides direct feedback on how to improve heat treatment and material purity in subsequent designs or during supplier audits.
2. Interpreting Fracture Surfaces
A fracture surface acts like a “map” revealing the entire history of a failure. For instance, if the fracture shows a brittle, crystalline nature, it means the material was either over-hardened or had some defect. Conversely, a ductile fracture showing signs of necking indicates yielding due to stress. The position of the crack starting point, usually near a sharp corner, reveals the cause of the failure. Such detailed examination can transform a broken component into a useful teaching aid in designing for manufacturability and controlling processes.
3. Leveraging Failure Analysis for Systemic Improvement
As such, systematic failure analysis is the final form of preventive quality management. This is where performance is linked back to the factory floor. Manufacturers using robust quality management systems such as ISO 9001 and IATF 16949 use this information for corrective and preventive actions. As an engineer, knowing these modes of failure will enable you to pose the right questions to a potential supplier regarding their FMEA (Failure Mode and Effects Analysis) and how they prevent these issues, reflecting reverse engineering best practice.
How Does the Gear Type and Complexity Function as a “Business Card” for the Manufacturer?
The very shape of a gear reflects the machinery and engineering expertise required for its production. A company that can produce high-quality helical gears or spiral bevel gears at precise tolerances is at an entirely different technological level than a company that specializes in spur gears. Complexity such as internal gears, double gears, and fine-pitch miniature gears requires specialized machinery such as gear shaping and an extremely high degree of precision, which acts as a de facto certification for high-end capabilities.
1. Complexity as a Capability Proxy
There are numerous kinds of gears that correspond to particular manufacturing methods. For example, making a noise-optimized helical gear with high accuracy of the lead requires knowledge in multi-axis CNC gear hobbing or grinding. On the other hand, manufacturing a spiral bevel gear for a differential gearbox calls for special Gleason or Klingelnberg machines and deep understanding of the process. Recognizing these types of gears allows you to quickly narrow down suppliers who not only own the expensive machinery but also have the technical know-how.
2. Precision as the True Differentiator
Aside from gear type, the level of precision attained (i.e., ISO 5-6) represents the ultimate differentiator. A supplier of aerospace-grade fine pitch gears has not only perfected the gear cutting art but has also mastered the art of gear metrology, thermal management, and ultra-clean finishing. Such levels of precision are often accompanied by detailed gear measuring center reports, which represent a “redline” requirement in sourcing critical gear parts. Such discernment represents the key to working with true CNC machining gears manufacturers.
3. Building a Knowledge Base for Informed Sourcing
To arrive at such discernment, however, requires a fundamental knowledge of gear manufacturing landscapes. In order to properly understand what a sample can tell us about the supplier, a familiarity with the range of gear cutting processes and their inherent limitations is required. A comprehensive resource on the finer points of precision gear manufacturing can serve as the background information necessary to make such connections.
From Insight to Action: How to Shortlist Potential Manufacturing Partners Based on Your Analysis?
This is the final step of converting the insights gathered from reverse engineering into a strategy for vetting and selecting the supplier. Your analysis has provided you with a detailed checklist of the supplier’s capabilities. If you have reverse engineered precision grinding of the gear teeth, you would look for suppliers of CNC gear grinding machines. If you have reverse engineered the use of a special alloy, you would look for suppliers whose alloys are certified. In the case of high-reliability products, IATF 16949 or AS9100D certification is a must. It is a key indicator of a quality system being in place.
- Creating a Data-Driven Supplier Profile: Your analysis of the component has provided you with a list of requirements. Now you would like to match these requirements to the supplier’s capability. Does the supplier have the machine you would require to produce the tooth profile you have reverse engineered? Does the supplier have the capability of providing certified material test reports for the steel you have reverse engineered? Do the case studies provided by the supplier have similar levels of complexity?
- Validating Quality Systems and Metrology: Arguably the most important validation is the quality system. A company claiming to have a high level of precision must back it up with the latest technology in coordinate measuring machines (CMM) for quality assurance. In addition, statistical process control (SPC) data is also necessary. Request a sample First Article Inspection Report (FAIR) for a similar product. This validates their ability to measure, control, and document the exact quality characteristics you are interested in.
- Initiating a Technical Dialogue: With your new insights, you can now kick off a technical discussion. Be ready to back up your findings by illustrating how they could maintain or improve the quality traits you’ve identified. This really tests their level of commitment. After going through all these steps, you are properly set to identify a partner who can deliver everything you need. Working with a company that is among the top CNC machining gears manufacturers will be the ultimate answer for you.
Conclusion
A precision mechanical piece, like a gear, is an unwritten technical report card detailing the capabilities and quality philosophy of its maker. Through a process of “reverse viewing,” technical teams can tap into the rich levels of embedded data found within a simple example piece and learn much about its manufacturing history, material heritage, and built-in reliability. This exciting process of technical analysis by engineers can greatly reduce risk for developers, inform design decisions, and provide a framework for highly efficient dialogue with prospective manufacturing partners — a key factor for a strategic competitive advantage through observation.
FAQs
Q: Is this form of component analysis legal and ethical?
A: It is considered legal and ethical if you are doing it for understanding technology, interoperability testing, or benchmarking the quality of commercially available goods. However, it becomes unethical and illegal if you use it for infringing patents, bypassing digital rights, and directly producing counterfeit protected designs. Instead of using it for copying design directly, you should use it for learning how different designs are made and what quality standards are followed.
Q: What if I don’t have any measurement tools available?
A: While the tools are useful, without them, you can still make useful observations. Check the finish of the surface under good lighting conditions. Check for symmetry. Also, Check the “feel” of the object. Compare the weight of the object to a similar object. High-quality manufacture is often obvious. Decide if the cost of further investigation is justified by the quality of the manufacture.
Q: Can the above method be relied upon to identify the exact grade of the material?
A: No. The above method cannot be relied upon to identify the exact grade of the material. For example, 4140 versus 4340 grades of steel. However, the above method is useful to identify the families of the material and the presence of processes.
Q: How accurate are portable hardness testers compared to lab machines?
A: Portable hardness testers, such as Leeb/rebound, are reasonably accurate for comparative field testing, within a range of +/−5-7 HL units. This is adequate for determining large changes in material hardness. If absolute values of material hardness (HRC, HV) are needed, a test on a sample is necessary. The value of portable testers is Quality Monitoring.
Q: What’s the biggest mistake people make when trying to assess a manufacturer based on a sample?
A: The biggest mistake people make is trying to judge a manufacturer on one, and perhaps ‘perfect,’ sample, which is often called a ‘golden sample.’ Requesting process capability and batch consistency is essential. Requesting Statistical Process Control reports from a production run, a First Article Inspection Report, and batch material certifications will give a much more accurate picture of a manufacturer’s capabilities. Excellence is defined by consistency, not by one perfect piece.
Author Bio
The content of this article draws upon methodologies that have been tested in the field by teams of precision engineers well-versed in component forensics and manufacturing analysis. LS Manufacturing is a certified precision manufacturing partner that utilizes knowledge of materials and processes to help clients decode complexity in transmission component manufacture.